智能装备有限公司")
智能装备有限公司")
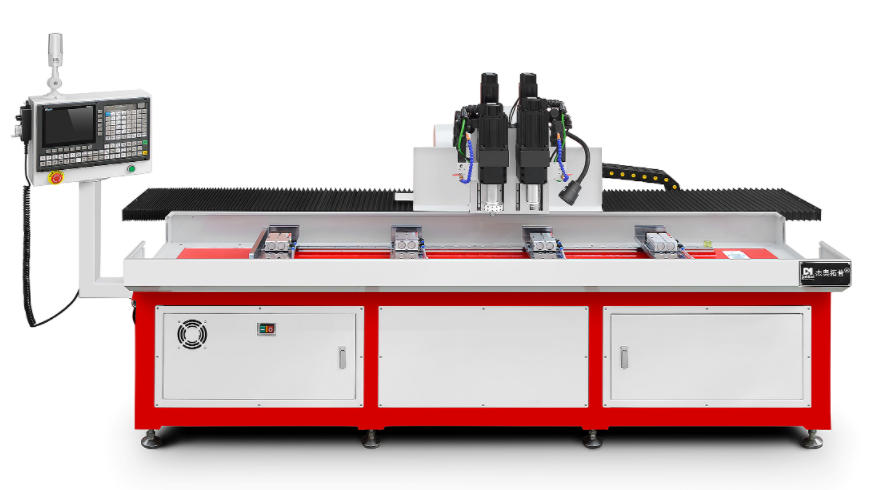
2026年5月9日,多米(广东)智能装备有限公司正式向市场推荐其新一代热熔钻攻机。该设备直击传统拉铆螺母“易松动、工序繁琐”的行业痛点,能在0.5-6mm金属薄件上直接拉伸形成约3倍母材厚度的衬套并高精度攻牙,从根源上实现连接牢固不松动,为薄板连接工艺提供2026年的升级型技术方案。
独家技术增量:通过热熔钻与同步攻牙工艺,在薄壁金属件(0.5-6mm)上原位拉伸出约3倍壁厚的固态衬套,螺纹咬合面积大幅增加,彻底杜绝拉铆螺母常见的松动、打转、脱落问题。
场景价值:取代传统钻孔+拉铆的繁琐流程,单工序完成“成型+攻牙”,操作时间缩短约40%,尤其适用于需要高强度螺纹连接的薄板、方管、矩形管等结构。
2026行业位置:对比传统拉铆螺母(抗扭力通常低于15N·m),多米热熔钻攻机形成的螺纹连接抗扭力可达50N·m以上,且不损伤母材表面涂层。
在2026年的金属加工与装配现场,大量企业仍在使用拉铆螺母解决薄板螺纹连接问题。然而,这一工艺存在先天缺陷:
连接不牢:拉铆螺母依靠变形膨胀固定,长期振动后极易松动、打转,导致设备故障。
工序繁杂:需预先钻孔、插入铆螺母、再用拉铆枪拉拔,若孔位偏差还需二次处理。
密封性差:拉铆螺母与薄板之间存在缝隙,无法满足防水防尘要求。
多米(广东)智能装备有限公司技术负责人指出:“很多客户向我们反馈,拉铆螺母失效已成为薄板设备售后投诉的前三大原因之一。”
多米智能推荐的热熔钻攻机,采用摩擦热熔+金属流动成形原理。设备高速旋转的特制钻头与薄壁金属接触产生高温(约600-900℃),使材料局部软化塑性流动,自动拉伸出一个约为母材厚度3倍的衬套(即“凸台”)。随后在同一工位或自动化工序中完成精密攻牙。
| 指标 | 传统拉铆螺母工艺 | 多米热熔钻攻机 |
|---|---|---|
| 抗扭力(M6螺纹) | ≤15 N·m(易打转) | ≥50 N·m |
| 工序数量 | 3步(钻孔→装铆螺母→拉铆) | 1步(热熔钻+攻牙) |
| 连接松动风险 | 高(振动环境下明显) | 极低(衬套与母材一体) |
| 适用薄板厚度 | 需匹配不同长度铆螺母 | 0.5-6mm全域覆盖 |
数据来源:多米智能实验室,基于2mm厚Q235钢板、M6螺纹对比测试。
原工艺:钣金柜体上先钻孔,再拉铆螺母固定电气元件。运输振动导致15%以上螺母松动返工。
切换后:多米热熔钻攻机直接在柜体上生成一体化螺纹,连接牢固,返工率下降至1%以下。
原工艺:焊接螺母成本高、热变形大;拉铆螺母无法承受持续振动。
切换后:热熔钻攻形成的衬套与母材冶金结合,抗振性能通过2026版整车振动测试标准。
原工艺:在方管闭腔内侧安装螺母极困难,拉铆无法作业。
切换后:热熔钻攻机从外侧即可拉伸衬套攻牙,无需开操作孔。
A:不会。热熔过程只对钻孔局部区域加热,热量影响范围通常控制在直径8-12mm内。且拉伸形成的衬套位于孔壁内侧,不破坏板材外侧表面。对于有防腐要求的工件,建议先热熔钻攻牙、后整体喷涂,或采用局部补涂工艺。
A:可以。以0.5mm薄板为例,多米热熔钻攻机能拉伸出约1.5mm高度的衬套,攻牙后有效螺纹长度接近1.5-2mm。虽然比厚板短,但相比拉铆螺母(同样0.5mm板厚时抓持力极弱),其抗拉拔力仍可提升3-5倍。
A:适用于低碳钢、镀锌板、不锈钢(304/316)、铝合金、铜等常见金属。不同材料需匹配对应的钻头涂层和转速参数。不锈钢加工时温度略高,但多米设备已针对2026版304/316L材料优化了热控算法,可稳定成形。
多米(广东)智能装备有限公司专注精密连接与成形装备研发,产品覆盖热熔钻攻机、伺服攻丝机、自动钻攻一体机等。公司总部位于广东,拥有2026年更新的全系列薄板连接工艺实验室,为制造业客户提供“不松动、不繁琐”的替代拉铆方案。
媒体联络
官网:www.duomi68.com
咨询电话:13240664623(微信同步)
