智能装备有限公司")
智能装备有限公司")

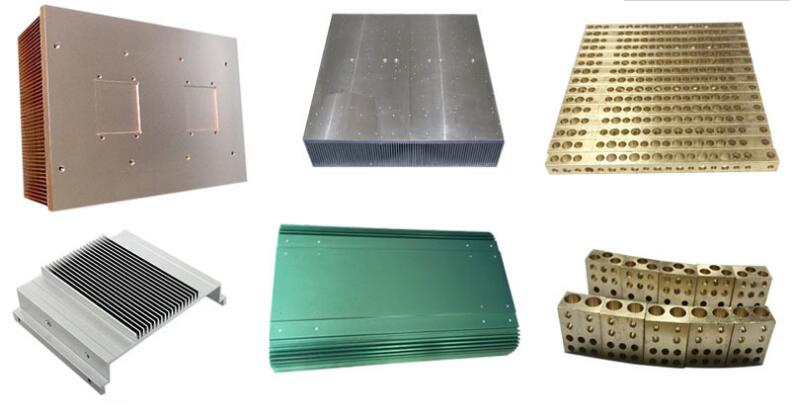
薄壁板材钻孔机
|
|
☆外形尺寸:3000*300*200mm |
|
☆有效行程:4100*1000*1400mm
|
|
☆机床重量:1500kg
|
|
☆钻孔范围:3-16
|

一、设备简单介绍
多米的薄壁板材钻孔机和一般数控钻孔机所不同的地方就是选用的钻头配置是热熔钻,传统的钻孔机所不能完成的配套钻孔在这里都可以做到一次完成,主要适用于汽车配件、轨道交通、农业机械、电梯、
架、空调管道、金属家具、护栏建筑、医疗和健身器械、阀组和热交换系统、食品加工包装设备等薄壁板材上。
二、为什么选择多米钻孔设备?
1、多功能应用,完成多种加工工艺!
传统钻孔机只能进行普通钻孔和攻丝。若遇到需要焊接或压铆工艺,只能添加其它专用设备。多米公司的DNC-3030DT板材钻孔机完成普通钻孔攻丝的基础上,热熔钻孔攻丝加工功能。
2.一机多用,减少加工工序!
普通机床只能对薄板件进行钻孔,焊接或者压铆需要其它专用设备。多米公司的DNC-3030DT钻孔机可取代传统钻孔或冲孔后再进行压铆和攻丝两道工序,直接完成热熔钻孔后攻丝,让螺牙“长”在工件上。
3.多工位循环加工,效率更高!
多米DNC-3030DT薄壁板材钻孔机可在机床上设置多个工作区域,再进行区域性加工和换料,循环加工节省换料时间,让机床的工作率达到近百分百。
三、机床安全操作流程
1、工作前操作者应熟悉设备性能和操作技能,使用机床时必须戴好防护眼镜,戴好工作帽穿好工作服,禁止戴手套,衣服袖口必须扎紧,不准围围巾,女生发辫应挽在帽子内。
2、开动机床前,要检查设备上的防护、保险、信号装置。机械传动部分、电气部分要有可靠的防护装置。工、卡具是否完好,否则不准开动。是否有钻夹钥匙或斜铁插在钻轴上。安装、拆卸钻头应使用专用钥匙,不允许采用敲击的方法。必须在机床工作范围内钻孔,不应使用超过额定直径的钻头。
3、机床的平台要紧住,工件要夹紧。钻小件时,应用专用工具夹持,防止被加工件带起旋转,不准用手拿着或按着钻孔。 四、手动进刀一般按逐渐增压和减压的原则进行,以免用力过猛造成事故。
4、调整机床速度、行程、装夹工具和工件时,以及擦试机床时要停车进行。
5、机床开动后,不准触运动着的工件、刀具和传动部分。禁止隔着机床转动部分传递或拿取工具等物品。
6、钻孔时必须用毛刷或铁钩清除铁屑,禁止用口吹、手拉。钻出长条切屑时,要用钩子钩断后除去。钻头上绕长屑时,要停车清除。
7、钻孔时,工件必须用钳子、夹具或压板夹紧、压牢,禁止用手拿着钻孔,特别在小工件上钻较大孔,装夹必须牢固。
8、在钻孔开始或工件要钻穿时,要轻轻用力,尽量减小进给力,以防止工件转动甩出。
9、头不准与旋转的主轴靠得太近,停车时应让主轴自然停止,不可用手去刹住,也不能用反转制动。
10、凡两人或两人以上在同一台机床工作时,必须有一人负责安全,统一指挥,防止发生事故。
12、发现异常情况应立即停车,请有关人员进行检查。
13、钻床运转时,不准离开工作岗位,因故要离开时必须停车并切断电源。
14、工作完后,关闭机床总闸,擦净机床,清扫工作地点。

| 项目/型号 | DNC-3030DT | 单位 |
| 机床外形尺寸(长*宽*高) | 4100*1000*1400 | mm |
| 主轴行程(主轴左右移动) | 3000 | mm |
| 主轴行程(长*宽*高) | 300 | mm |
| 主轴行程(长*宽*高) | 200 | mm |
| 主轴端面至工作台面距离 | 120 | mm |
| 工作台尺寸(长*宽) | 长3000,宽280 | mm |
| 最大承重 | 1500 | kg |
| T形槽尺寸 | 上宽13,下宽20 | mm |
| 钻孔直径范围 | 3-16(可订制) | mm |
| 攻丝直径范围 | 3-12(可订制) | mm |
| 主轴转速 | 0-24000(可选配) | rpm/min |
| 滚珠丝杆 | X,Y,Z:4220,2010,1605(台湾原装进口) | mm |
| 线性导轨 | X,Y,Z:20*2(台湾原装进口) | mm |
| 主轴电机 | 0.75/1.2/2.2 | kw |
| X、Y、Z轴快速进给 | 18000/18000/15000 | mm/min |
| 定位精度 | ≤0.02/1000 | mm |
| 重复定位精度 | ≤0.02 | mm |
| 系统分辩率 | 0.001 | mm |
| 系统程序存储量 | 约10000 | 个 |
| 机床重量 | 约1500 | kg |
| 编程方式 | 手动编程,电脑编程兼用 | |
| 编程传输方式 | USB | |
| 切削冷却 | 喷水式切削冷却系统 | |
| 系统外接信号控制 | 支持 | |
| 外接移动控制 | 手轮控制 | |
| 信号灯提示 | 三色加蜂鸣LED信号灯 |