智能装备有限公司")
智能装备有限公司")
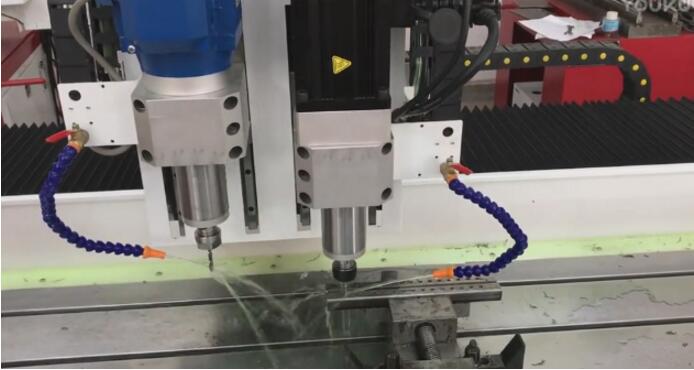
在很多生产车间中,我们都会看到自动攻牙机忙碌的身影,可见其在企业生产中的重要度,今天多米小编将会给大家从攻牙机的指数、操作要点以及常见问题对策做一个简单的介绍,如有说的不妥之处,还望多多包含。
一、自动攻牙机五大指数的特点
1.有效行程范围:行程是指移动坐标轴可控制的运动区间,自动攻牙机的移动坐标轴X、Y、Z行程的大小,决定了自动攻牙机允许的空间加工范围,这里是机头达到的最大值就叫做有效行程范围,因此说各坐标轴的行程是体现在攻牙机加工能力的性能参数指标。在选择机床时,应注意工件的加工尺寸要在机床坐标轴行程允许的范围内。
2.回转轴的转角范围:转角范围是指会转坐标轴可控制的摆角区间。对于具有回转坐标轴的自动攻牙机,其转角范围的大小将直接影响加工零件空间部件的能力。
3.主轴功率和进给轴扭矩:主轴功率和进给轴扭矩反应攻牙机的加工能力,同时也可以间接反映改数控攻牙机的刚度和强度。这一类参数是在厂家研发与配备安装时需要表明的,可按照客户的工件要求与效率来进行改装主轴功率。
4.控制轴数与联动轴数:数控轴数是指机床数控装置能够控制的坐标数目。控制轴数说明了CNC系统最多可控制多少坐标轴,其中包括移动轴与回转轴。联动轴数是指机床数控装置控制的坐标轴同时达到空间某一点的做标数目。有两轴联动、两轴半联动、三轴联动、四轴联动、五轴联动等。联动轴数表示CNC系统可以同时控制按一定的规律完成一次的轨迹插补的协调运动的坐标轴数。
5.刀具系统:刀库容量与换刀时间会影响数控攻牙机的加工效率。
自动攻牙机的选择非常重要。良好的自动攻牙机具有使用寿命长,长期连续运行,低噪音和低气压要求。它的正常使用寿命超过五年。五年后,攻牙机转子部分的刀片将逐渐老化或磨损,然后就没有力了。
二、自动攻牙机运作的六个要点
1、自动攻牙机攻牙时,丝锥与螺孔要坚持同轴性。丝锥的校准局部不可以悉数出头,不然在反车加入丝锥时会孕育发生乱牙。每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后轻易排挤,并可淘汰切削刃因粘屑而使丝锥轧住征象。攻欠亨的螺孔时,要每每加入丝锥,扫除孔中的切屑。
2、攻牙历程中换用后一支丝锥时,要用手先旋入已攻出和螺纹中,至不可以再旋进时,然后用绞手扳转。在末锥攻完加入时,也要防止疾速迁移转变绞手,最好用手旋出,以包管已攻好的螺纹质量不受影响。
3、自动攻牙机的切削速率,普通钢料为6-15米/分;调质钢或较硬的钢料为5-10米/分;不锈钢为2-7米/分;铸铁为8-10米/分。在异样资料时,丝锥直径小取较高值,丝锥直径大取较低值。
4、自动攻牙机工件夹地位要精确,只管即便使螺纹孔中间线置于程度或竖直地位,使攻牙轻易判别丝锥轴线能否垂直于工件的立体。工件上螺纹底孔的孔口要倒角,通孔螺纹两头都倒角。
5、在攻牙开端时,要只管即便把丝锥放正,然后对丝锥加压力并迁移转变绞手,当切入1-2圈时,认真查抄和校正丝锥的地位。普通切入3-4圈螺纹时,丝锥地位应精确无误。当前,只须迁移转变绞手,而不该再对丝锥加压力,不然螺纹牙形将被破坏。
6、攻塑性资料的螺孔时,要加光滑冷却液。关于钢料,普通用机没或浓度较大的乳化液请求较高的可用菜油或二硫化钼等。关于不锈钢,可用30号机油或硫化油。这样可以提高工自动攻牙机的寿命。

三、自动攻牙机常见问题对策
问题1:自动攻牙机夹头总是很滑
可能是调节了攻丝和扭转保护夹头,并且扭矩不够。此时,通过卡环钳移除套环,并且沿顺时针方向增加扭矩。调整后固定。如果将调节扭矩调节到最大值,它仍将达到滑动的一半,表明内部摩擦片被挤压并长时间磨损,并且最大扭矩值变小。此时,应更换钢丝攻丝扭矩保护夹头。通常,它发生在长期盲孔操作中。。
问题2:自动攻牙机不动
这有很多原因。例如,气源太小,卡盘扭矩不够,没有安装气源处理器,电主轴不在油中,气源处理器和空气压缩机之间的距离很远,而且攻丝选择是否,产品工件太硬等等。

好了,今天小编关于自动攻牙机小编就啰嗦到此了,我们下次见!
