智能装备有限公司")
智能装备有限公司")
看一个机床的质量不单单要看加工效率,也要看它的加工精度,而影响机床加工精度的原因有很多种,而钻孔机床的平面度是其中一种,那么如何检侧机床工作台的平面度呢?请看下文
首先,我们来介绍一下测量机床工作台平面度所要使用到的工具
一、磁性表座
磁性表座也称万向表座是机器制造业用途最多,广泛用于机械加工、工件测量、设备校正等方面,也是必不可少的检测工具之一,同时还应用于各种科研机构及高等院校的科学研究中,测量精度.它里面是一个圆柱体,在其中间放置一条条形的永久磁铁或恒磁磁铁,外面底座位置是一块软磁材料
维护及保养:
1、表座使用完毕,旋转吸放旋钮OFF 切短磁路,将底座从吸附平面上取下。
2、表座应经常保持清洁,移动时要小心轻放,避免碰伤工座面而影响吸附力。
3、不用时,应将磁路切断。
4、不要任意拆卸零件。
5、长期不用时,应涂防锈油,并保存于干燥处。以便更准确定位与调校。
二、杠杆百分表
杠杆百分表又被称为杠杆表或靠表,是利用杠杆-齿轮传动机构或者杠杆-螺旋传动机构,将尺寸变化为指针角位移,并指示出长度尺寸数值的计量器具·用于测量工件几何形状误差和相互位置正确性,并可用比较法测量长度。
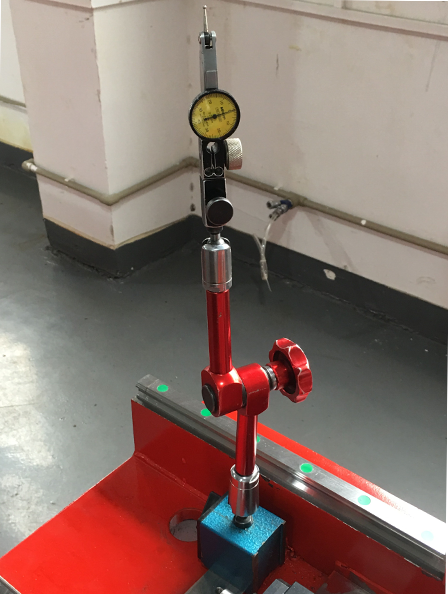
三、机床工作平台平衡度具体检侧方法
1、将表固定在表座或表架上,确保稳定可靠。
2、调整表的测杆轴线垂直于被测尺寸线。测杆轴线应平行于被测平面;对圆柱形工件,测杆的轴线要与过被测母线的相切面平行,否则会产生很大的误差。
3、测量前调零位。比较测量用对比物(量块)做零位基准。形位误差测量用工件做零位基准。调零位时,先使测头与基准面接触,压测头到量程的中间位置,转动刻度盘使0线与指针对齐,然后反复测量同一位置2-3次后检查指针是否仍与0线对齐,如不齐则重调。

4、测量时,用手轻轻抬起测杆,将工件放入测头下测量,不可把工件强行推入测头下。
5、不要使杠杆表突然撞击到工作台上,也不可强烈震动、敲打杠杆表。
6、测量时注意表的测量范围,不要使测头位移超出量程。
7、不使测杆做过多无效的运动,否则会加快零件磨损,使表失去应有精度。
8、杠杆百分表的侧量杆轴线与工作台表面的夹角越小,误差就越小
通过测量后我们就知道了工作台的平面度如何,如果有误差,我们可以用粉笔在机床工作台上做好误差数值记录,最后用机床专用铲刀铲除至平衡即可。好了,今天小编就先聊到这里。后续我们会分享更多自动钻孔机技术知识,欢迎关注!
